七彩人生 藏在家具背后的你我他
摘要:流光溢彩的家具,鲜有人知道它背后经历了怎样的“旅程”,俗话说,台上一分钟,台下十年功,能被看到的是光鲜亮丽的表面,而背后的付出鲜为人知。
七彩人生 微稚·太阳之子

白身阶段
01
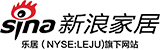
备料
为了将产品工艺最大化,七彩人生采取自主备料,微稚选用的是进口欧洲桦木,木身纯细,略重硬,结构细,力学强度大,富有弹性,吸湿性大,所制家具光滑耐磨,花纹明晰。
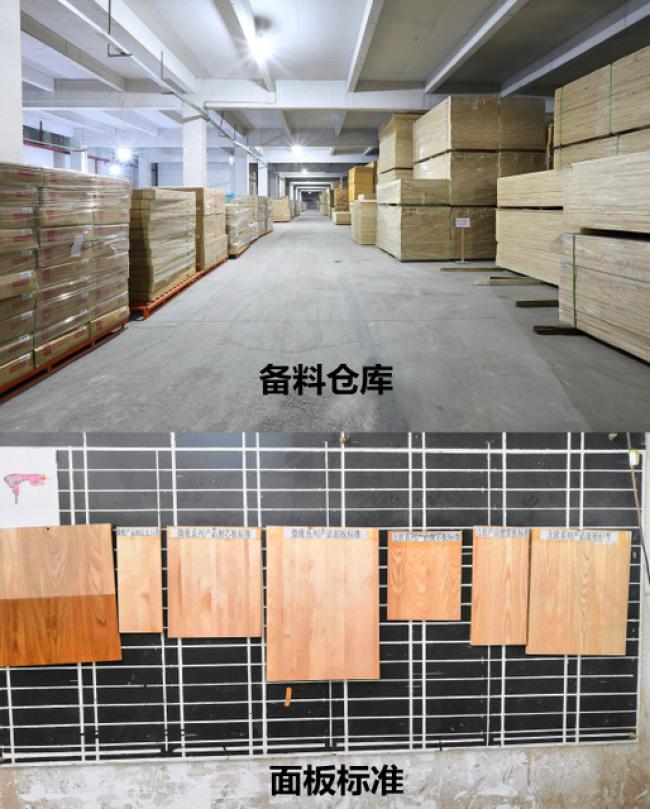
备好的料根据面板的颜色、结疤等分为三级。
02
选料
“三分下料七分做”,手作物品都秉持着“万事开头严”的严谨态度,第一步就严选材料。
在选材时,七彩人生总结了“先长后短、先宽后窄、先外后内、先表后里”的原则,充分利用好每一块木材资源。

03
开料
框板类开料的开料程序:检材—刨料—断料—修边—开料—挖补—移交
异形类木料的开料程序:检材—刨料—断料—修边—开料—拼板—开料—刨料—挖补—移交

为了使木板表面光滑平整,木工们使出十八班武艺,对木材表面根据所需要的厚度进行压刨、平刨、双面刨等各种刨平处理。

把修好边的木料,拼成一定规格的板材,再筛选通过。

04
铣型
家具想要独特的造型、优美的曲线,就全靠铣型(手工成型/精切)阶段了。
微稚系列的床屏横条要对照磨具用双铣机人工造铣型,楼梯扶条使用CNC铣型机进行开孔铣型。

05
排钻打孔
这一工序,对于产品起到一个至关重要的作用,产品的牢固程度,组装的外观以及后面的油漆工艺都会受到该工序的影响。在排钻打孔工艺中,师傅需要选择合适的钻头,以及对于两孔之间的距离精确测量。

06
雕刻
将选好的木块进行必要的砍削刨光后,木匠会在其上用笔描绘出所要雕绘的图案或形状大样后进行家具木雕,木匠们全神贯 注,游刃有余地使用着十几种雕刻小刀,毫厘间精益求精,一点一点,一块平面的木头变成了惟妙惟肖的立体雕刻作品。

07
砂光
在过砂光机前,所有的板件检查一遍是否有挖补,在敲有胶塞的板件,先把胶塞加工好,对照图纸厚度进行砂光,砂光后板件要光滑平整,表面不能凹陷、毛糙、出现胶水的痕迹、横向砂痕、波浪等现象。

至此,白身阶段结束,置入半成品仓库(恒温恒湿养身房),空气湿度保持在45%—60%之间,含水量保持在8%—12%之间。
 恒温恒湿养身房
恒温恒湿养身房
08
组装
组装前检查前工序来料产品、R边、斜角、弧形边、挖补是否崩缺、波浪、变色、毛糙、未砂光到位、开裂何孔边崩缺,孔内毛糙,有没有碰伤、压伤、划伤等现象。

喷涂阶段
01
喷水
水中添加少量水性漆,可以使白身的毛刺发涨凸出,更便于打磨。

02
打磨
磨平、去毛刺、一次砂光约0.5mm,工人们反复操作,只为追求完美。

03
上漆
儿童家具对于涂料的要求比其他家具高,为了儿童家具的安全性、健康环保,七彩人生全面使用水性漆。

涂装线分为吊线和地线,一般吊线用于处理小件家具,地线处理柜体等体量大的部件。整条水性漆涂装线延续3.4公里,几乎没有气味产生。

上底油—油磨平整—面油—修色—烘干检查,多次重复,整个上漆过程做到封闭无尘处理,无颗粒无污染。
包装阶段
在所有板件齐全后,师傅会对一些大件家具进行试组。

区分好左右门板、抽面、纹理是不是一致,再检查每包的板件是否齐全,并做好标识。所有工序达标之后,产品才能放入专属合格证打包出厂。

七彩人生实验室
作为儿童家具国家标准的主要起草单位的七彩人生,对每一个零部件都认真对待,工厂内部实验室配备盐雾试验机、紫外线烤箱、含水率检测仪等设备,可自行进行五金件、原材料的检测,严格把控产品品质。



标签:
热门资讯排行







- 资讯专区
- 图片专区
- 品牌专区